Das Sieb wird auf beiden Seiten mit der flüssigen Kopierschicht dünn und gleichmäßig beschichtet. Dazu wird die Kopierschicht in eine Beschichtungsrinne gefüllt. Das Sieb wird in einer Halterung senkrecht befestigt (oder schräg gegen eine Wand gelehnt). Die Beschichtungsrinne wird nun mit leichtem Druck unten auf das Siebgewebe aufgesetzt. Jetzt wird die Beschichtungsrinne langsam und gleichmäßig in dieser Kippstellung nach oben gleitend über das Siebgewebe gezogen. Die Siebgewebemaschen füllen sich dabei mit der Kopierschicht. Es wird zuerst immer die Druckseite (Bedruckstoffseite) des Siebdruckgewebes beschichtet, anschließend die Rakelseite.Dieser zweite Beschichtungsvorgang auf der Rakelseite kann, je nach der gewünschten Schichtdicke der Beschichtung, mehrmals wiederholt werden. Die Zählweise der unterschiedlichen Beschichtungsfolgen lautet dann zum Beispiel 1:1, 1:2, oder 1:3 (jeweils in der Reihenfolge Druckseite:Rakelseite).
Das Ziel ist es, auf der Siebunterseite (Druckseite) eine glatte Schablonenoberfläche zu erreichen welche die Struktur des Gewebes auszugleichen vermag. Dieser Gewebestrukturausgleich ist wichtig, damit beim Drucken die Druckfarbe die Schablonenkante nicht unterfließen kann. Damit sich eine gute Schablonenkante bilden kann, sollte die Schablone etwa 15-20 Prozent dicker als die Dicke des Gewebes sein. Sowohl die Oberflächenglätte als auch die Schichtdicke der Schablone kann mit speziellen Messgeräten genau ermittelt werden, jedoch besitzen die wenigsten Siebdruckereien solch teure Messgeräte. Die richtige Beschichtungstechnik ist vor allem abhängig von der Siebfeinheit, der verwendeten Kopierschicht und der Beschichtungsrinne und ist daher Erfahrungssache.
Trocknung
Nun wird das beschichtete Drucksieb mit der Druckseite nach unten in einen Trockenschrank gelegt und bei 30-40 Grad getrocknet. Es ist wichtig, dass das Sieb mit der Druckseite nach unten in das Trocknungsgerät gelegt wird, damit der Schichtaufbau, der durch die Beschichtungsfolgen erreicht wurde, weiterhin auf der Unterseite des Siebes bleibt. Würde das Drucksieb umgekehrt, also mit der Druckseite nach oben, in den Trockenschrank gelegt, so würde die noch flüssige Kopierschicht durch die Maschenöffnungen des Gewebes zur Rakelseite hin fließen. Bei guter Durchlüftung des Trockenschranks ist das Sieb – je nach Dicke der Beschichtung und Gewebefeinheit – in ca. einer Viertelstunde bis einer Stunde getrocknet und kann danach belichtet werden. In trockenem Zustand sind die beschichteten Drucksiebe lichtempfindlich und müssen vor starkem Licht geschützt werden (Sonneneinstrahlung, Kopierlampe). Idealerweise sollten die beschichteten Siebe bei gelbem Raumlicht verarbeitet werden. Eine längere Lagerung der Siebe vor dem Belichten darf nur in einem dunklen Raum oder einem Schrank erfolgen.
Nachbeschichtung Nach der Trocknung des beschichteten Siebes kann die Oberflächenglätte der Beschichtung – falls erforderlich – durch eine weitere Beschichtung auf der Druckseite verbessert werden (Nachbeschichtung). Die Schichtdicke der Schablone wird dabei etwas erhöht. Werden mehrere Nachbeschichtungen durchgeführt, so muss nach jedem Nachbeschichtungsvorgang das Sieb wieder getrocknet werden, was die Herstellungszeit der Schablone merklich verlängert. Kopierschichten sind heute aber von guter Qualität, so dass vor allem bei hohen Gewebefeinheiten ein Nachbeschichten kaum mehr notwendig ist. Bei tiefen Siebfeinheiten kann ein Nachbeschichten sinnvoll für einen „sägezahnfreien“ Druck sein. Der Sägezahneffekt bezeichnet „gezackte“ Schablonenränder, bedingt durch den ungenügenden Ausgleich der Siebgewebestruktur.
Maschenweite
Abstand zwischen zwei benachbarten Kett- oder Schussdrähtenin der projizierten Gewebeebene gemessen (Einheit µm).
Bei Lochsieben wird anstelle von Maschenweite von Lochweite gesprochen. Bei nicht quadratischen oder runden Weiten sind der engste und der weiteste Abstand anzugeben.
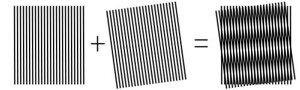
Moiré-Effekt
Der Moire-Effekt tritt auf, wenn sich periodische Strukturen überlagern die eine ähnliche Periodizität haben. Legt man zwei gleiche Gitter mit einem kleinen Versetzungswinkel übereinander (siehe unten), entsteht ein Moire-Muster. Der Sensor (Pixelmuster) einer digitalen Kamera stellt ein solches Gitter dar, fotografiert man nun ein Motiv (z.B. karierte Textilien) das ein zweites Muster beinhaltet, kann es bei der Überlagerung dieser zwei Muster zum Moire-Effekt kommen.